
一种汽车扶手箱铰链的制作方法
 1.本实用新型属于汽车配件技术领域,尤其涉及一种汽车扶手箱铰链。
1.本实用新型属于汽车配件技术领域,尤其涉及一种汽车扶手箱铰链。
背景技术:
2.汽车扶手箱是一种安装在两个座椅中间的汽车配件,隶属于汽车内饰系统。其人性化的设计初衷是为了使车内人员能够放置胳膊,从而能够使胳膊得到有效的休息不至于酸麻、僵硬。
3.随着制造技术的不断发展,生产工艺的不断改良,扶手箱又多出了储物的功能,例如存放饮料、水杯等小物件,使得驾驶员在有需要时随手即可拿到这些小物件。扶手箱主要包括具有储物腔的箱体,可翻转的连接在箱体上的翻盖,其中,翻盖和箱体采用铰链机构进行连接。
4.传统的扶手箱的铰链机构的结构比较简单,只具有翻转的功能,无法进行前后移动,不方便车内人员将胳膊搭在扶手箱的翻盖上。
技术实现要素:
5.本实用新型为解决公知技术中存在的技术问题而提供一种结构设计简单合理的汽车扶手箱铰链,本实用新型满足了扶手箱的翻盖的移动和翻转功能,适用性强。
6.本实用新型为解决公知技术中存在的技术问题所采取的技术方案是:一种汽车扶手箱铰链包括与扶手箱的下壳体相连接的安装件结构和与安装件结构相铰接的铰接架结构,在安装件结构和铰接架结构上穿设有铰接轴;在铰接轴上套设有双扭簧,双扭簧的中部与安装件结构相卡接、两端分别与铰接架结构相卡接;在铰接架结构上滑动连接有移动安装座,移动安装座与扶手箱的翻盖相连接;在铰接架结构上开设有多组并列设置的卡接槽,在卡接槽的内壁上设置有卡接块,在卡接槽内穿设有与卡接块相卡接的滑块,在移动安装座的底部设置有与滑块滑动配合的t型滑槽。
7.本实用新型的优点和积极效果是:本实用新型提供了一种汽车扶手箱铰链,通过设置铰接轴将安装件结构和铰接架结构进行铰接连接,可以实现扶手箱的翻盖和箱体之间的铰接,使得扶手箱中的翻盖可相对于箱体发生翻转;通过在在铰接轴上套设双扭簧,可以使得绕铰接轴翻转后的铰接架结构进行复位,使用方便;通过设置卡接槽和卡接块,可以可拆卸连接滑块,并通过滑块和t型滑槽滑动连接移动安装座,进而使得扶手箱中的翻盖兼具翻转和横向移动的功能,方便车内人员将胳膊搭在扶手箱的翻盖上。
8.优选地:安装件结构包括安装件本体,在安装件本体上一体成型有相对设置的两组安装件支脚,在两组安装件支脚上均开设有用于穿设铰接轴的销轴孔;铰接架结构包括铰接架本体,在铰接架本体上一体成型有相对设置的两组铰接架支脚,两组安装件支脚位于两组铰接架支脚之间,在两组铰接架支脚上均开设有用于穿设铰接轴的销轴孔。
9.优选地:在相邻的安装件支脚和铰接架支脚之间设置有套设在铰接轴上的隔离套筒;在铰接轴上套设有位于两组安装件支脚之间的轴套。
10.优选地:在安装件本体的上部设置有弹簧卡舌,弹簧卡舌与双扭簧的中部相卡接。
11.优选地:卡接槽开设在铰接架本体上并至少设置有两组。
12.优选地:在铰接架本体的顶面上开设有定位孔,在移动安装座上设置有与定位孔相配合的弹簧销。
13.优选地:在两个铰接架支脚的底部均开设有弹簧插槽,双扭簧的两端各自插设在对应的弹簧插槽内。
14.优选地:隔离套筒采用硬质橡胶材质,隔离套筒的两端分别与对应的安装件支脚和铰接架支脚顶紧接触。
附图说明
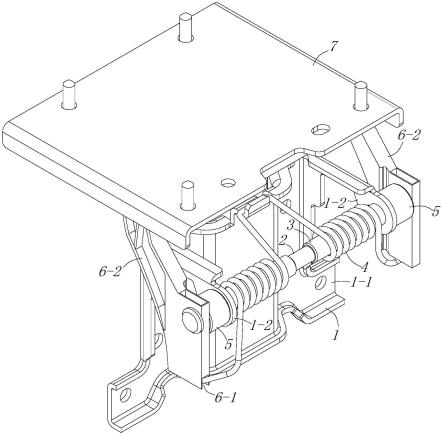
15.图1是本实用新型的立体结构示意图;
16.图2时本实用新型中的部分结构的立体结构示意图。
17.图中:1、安装件结构;1-1、安装件本体;1-2、安装件支脚;1-3、弹簧卡舌;2、铰接轴;3、轴套;4、双扭簧;5、隔离套筒;6、铰接架结构;6-1、弹簧插槽;6-2、铰接架支脚;6-3、卡接槽;6-4、卡接块;6-5、铰接架本体;6-6、定位孔;7、移动安装座。
具体实施方式
18.为能进一步了解本实用新型的
技术实现要素:
、特点及功效,兹举以下实施例详细说明如下:
19.请参见图1,本实用新型的汽车扶手箱铰链包括与扶手箱的下壳体相连接的安装件结构1和与扶手箱的翻盖相连接的铰接架结构6,在安装件结构1和铰接架结构6上穿设有铰接轴2。
20.进一步的参见图2,在本实施例中,安装件结构1包括安装件本体1-1,在安装件本体1-1上一体成型有相对设置的两组安装件支脚1-2,在两组安装件支脚1-2上均开设有用于穿设铰接轴2的销轴孔;铰接架结构6包括铰接架本体6-5,在铰接架本体6-5上一体成型有相对设置的两组铰接架支脚6-2,两组安装件支脚1-2位于两组铰接架支脚6-2之间,在两组铰接架支脚6-2上均开设有用于穿设铰接轴2的销轴孔。在本实施例中,铰接轴2的两端与两组铰接架支脚6-2固定连接,铰接轴2与两组安装件支脚1-2间隙配合。
21.在相邻的安装件支脚1-2和铰接架支脚6-2之间设置有套设在铰接轴2上的隔离套筒5,隔离套筒5采用硬质橡胶材质,隔离套筒5的两端分别与对应的安装件支脚1-2和铰接架支脚6-2顶紧接触。通过设置隔离套筒5可将安装件支脚1-2和铰接架支脚6-2隔开,同时对安装件支脚1-2和铰接架支脚6-2起到支撑定位作用。
22.在铰接轴2上套设有位于两组安装件支脚1-2之间的轴套3。在铰接轴2上套设有双扭簧4,在本实施例中,双扭簧4的两个弹性段分别与两个轴套3过盈配合连接。
23.另外,双扭簧4的中部与安装件结构1相卡接、两个端头分别与铰接架结构6相卡接;进一步的,在安装件本体1-1的上部设置有弹簧卡舌1-3,弹簧卡舌1-3与双扭簧4的中部相卡接;在两个铰接架支脚6-2的底部均开设有弹簧插槽6-1,双扭簧4的两端各自插设在对应的弹簧插槽6-1内。
24.铰接架结构6绕铰接轴2的轴向翻转时,可带动铰接架支脚6-2翻转,进而带动双扭
簧4的两端转动,转动的双扭簧4内部产生弹力,在松开施加在铰接架结构6上的转动外力后,双扭簧4可带动铰接架结构6复位。通过上述的设置,使得扶手箱中的翻盖具有翻转功能。
25.如图1所示,为了实现翻盖相对扶手箱的箱体的相对移动,本实施例还包括在铰接架结构6上滑动连接的移动安装座7,移动安装座7与扶手箱中的翻盖相连接。进一步的参见图2,在铰接架结构6上开设有多组并列设置的卡接槽6-3,在本实施例中,卡接槽6-3开设在铰接架本体6-5上并至少设置有两组。在卡接槽6-3的内壁上设置有卡接块6-4,在卡接槽6-3内穿设有与卡接块6-4相卡接的滑块(图未示),在移动安装座7的底部设置有与滑块滑动配合的t型滑槽(图未示),其中t型滑槽可以是通过螺钉固定连接在移动安装座7的底部,也可以是以一体成型的方式连接在移动安装座7上的。为了避免滑块脱离t型滑槽,在t型滑槽的两端均设置有与移动安装座7的顶面相连接的限位块。
26.为了锁定移动安装座7的初始位置,本实施例还包括在移动安装座7的底部一体成型的安装柱,在安装柱的中心处开设有内螺纹,在内螺纹处螺合有弹簧销,还包括在铰接架本体6-5的顶面上开设有定位孔6-6,弹簧销与定位孔6-6相配合进而对移动安装座7的初始位置进行锁定,当向前拉动移动安装座7时,弹簧销的销头脱离定位孔6-6进而解除铰接架结构6和移动安装座7的锁定连接,使得移动安装座7可相对铰接架结构6横向向前移动。
27.由于与移动安装座7滑动连接的滑块是通过卡接槽6-3和卡接块6-4与铰接架结构6进行可拆卸连接的,所以,本实施例也适用于无需横向移动的翻盖,只需拔出卡接槽6-3内的滑块,并将铰接架结构6安装在翻盖的内壁上即可,使用灵活性强。
28.工作过程:
29.当扶手箱的翻盖有横向移动的需要时,将滑块插设在铰接架结构6的卡接槽6-3中,使得移动安装座7和铰接架结构6进行滑动连接,进而使得移动安装座7可相对于铰接架结构6进行横向移动;本实施例中的移动安装座7安装连接在翻盖的内壁上、安装件结构1安装在扶手箱的箱体壁上,上述设置实现了扶手箱中的翻盖能够相对于箱体发生横向移动的需求,其中,移动安装座7的移动距离不超过其上连接的t型滑槽的长度;安装件结构1和铰接架结构6之间通过铰接轴2和双扭簧4相铰接,使得安铰接架结构6可相对于安装件结构1发生翻转,进而带动翻盖相对于箱体翻转,其中的双扭簧4可带动翻转后的铰接架结构6复位,使得本实施例兼具翻转和横移功能。
30.当扶手箱的翻盖没有横向移动的需要时,无需将滑块插设在铰接架结构6的卡接槽6-3中,只需要直接将铰接架结构6安装连接在翻盖的内壁上,将安装件结构1安装在扶手箱的箱体壁上,即可实现翻盖和箱体的铰接连接,使得翻盖可相对于箱体翻转。











